The drive in the Electric Vehicle (EV) battery industry is to increase storage capacities, that last longer and are lighter, charge faster and are safer, and if this is not enough, come in different configurations. This will mean new chemistries and structures, higher density and more narrow film separators between cells.
The EV battery market is growing rapidly as the demand for electric vehicles increases. The global market for electric vehicle batteries is expected to reach $225 billion by 2027. This growth is driven by several factors, including the move to climate rebalancing and carbon reduction, the falling cost of electric vehicle batteries, government incentives and subsidies for electric vehicles.
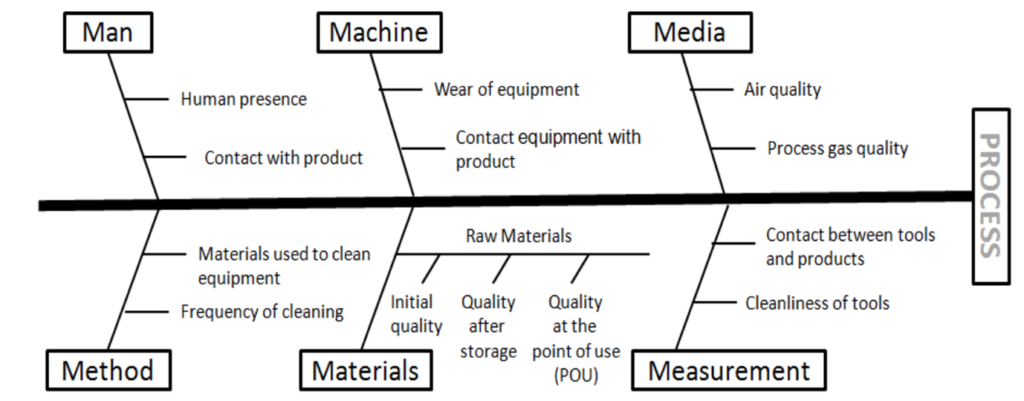 To meet this demand, giga scale facilities must place increasing emphasis on integrated contamination control within the manufacturing environment. This is key to a safe facility and successful product: product failures lead to poor reliability and in some cases catastrophic impacts. A well-integrated contamination control strategy is required and must address all the contaminant risks of moisture and particles, as well as the associated static control and safety risk around gases, both in the manufacturing process and thermal runaway.
To meet this demand, giga scale facilities must place increasing emphasis on integrated contamination control within the manufacturing environment. This is key to a safe facility and successful product: product failures lead to poor reliability and in some cases catastrophic impacts. A well-integrated contamination control strategy is required and must address all the contaminant risks of moisture and particles, as well as the associated static control and safety risk around gases, both in the manufacturing process and thermal runaway.
Background
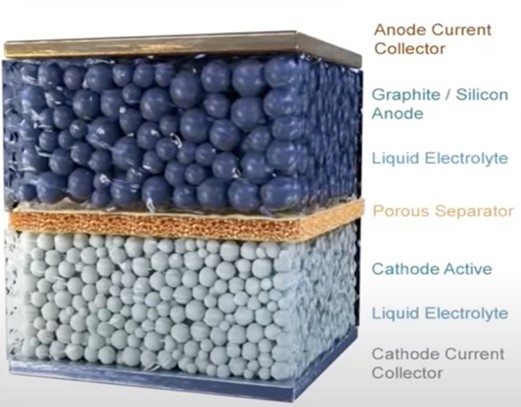
Lithium and other materials, including future solid-state variants around electrodes and electrolytes are highly sensitive and reactive to moisture, so when using them as the basis for EV battery production, it is essential to operate in extremely low humidity controlled cleanrooms and dry cleanrooms. There are numerous reasons for this, from ensuring the highest possible quality and production yield, to providing a safe working space for employees. Issues with moisture can reduce production uptime leading to lost product, poor reliability, significant costs and negative impacts on the environment, also affecting the reputation of a brand and shareholder value.
Modern and future EV battery facilities are not just one single ballroom. EV battery manufacturing process steps require dedicated areas such as mixing, coating, deposition, stacking, laminating, milling, electrolyte filling, finishing, packaging and formation. Many of these are separate and dedicated manufacturing spaces, with different environmental control set points and different challenges.
Future EV battery manufacturing processes around additive manufacturing, including 3D printing using lithographic techniques will still require dry cleanrooms, particularly at higher densities and micro-miniaturisation where airborne particles become even more important.
Clean and Dry room
A properly designed dry cleanroom is firstly a “Clean Vapour Shield”. This is a vapour-tight cleanroom envelope to minimise moisture and outside airborne particle infiltration.
Dedicated PALs and MALs, i.e. air locks for personnel entry/exit and material air locks for raw material and equipment movement control, are used to manage the routine passage of staff and materials. These are typically interlocked, and access controlled with swipe cards. Floors provide a vapour barrier that is static dissipative and, in some areas, conductive in order to eliminate static electricity as part of Fire and Safety control. These facilities require fire separation and segregation, and come in different room heights to suit process requirements and mini-environments.
MALs and PALs must be kept at positive pressure to prevent contaminant infiltration and dry cleanrooms require airborne particle filtration, typically to meet ISO Class 6, 7 or 8 levels, according to ISO 14644-1 cleanroom standards, depending on the exact manufacturing process requirements.
Careful consideration of airflow patterns around the process layouts is of critical importance in the design of the dry cleanrooms as the very nature of the manufacturing process generates contamination, both particles, gases and moisture.
Moisture Control
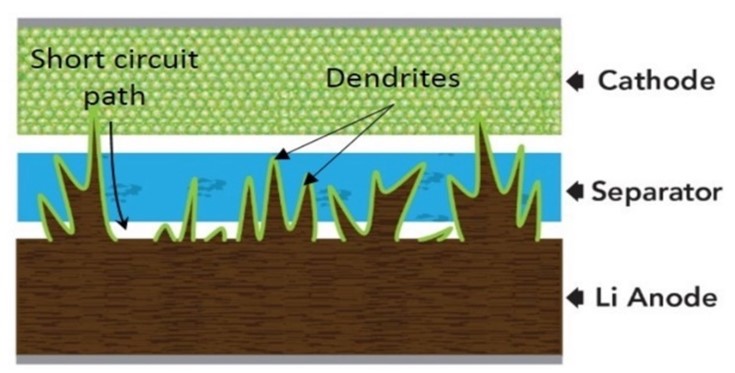
The key metric in moisture control is the dew point— the temperature at which water vapour in ambient air starts to condense. The lower the dew point, the lower the water vapour content in the air. Even small amounts of moisture in the air can affect the integrity and compromise the quality of the finished EV battery. This can impact anything from the cell performance to the lifetime of the battery.
The generally accepted dew point for lithium battery production is below -40°C (< 1% relative humidity), and as low as -70°C with new battery chemistries that are more moisture sensitive.
While traditional Glove boxes can be used for small-scale R&D laboratories, high-volume manufacturing requires large Clean & Dry rooms, with precise environmental control along with dedicated mini environments as cell production lines.
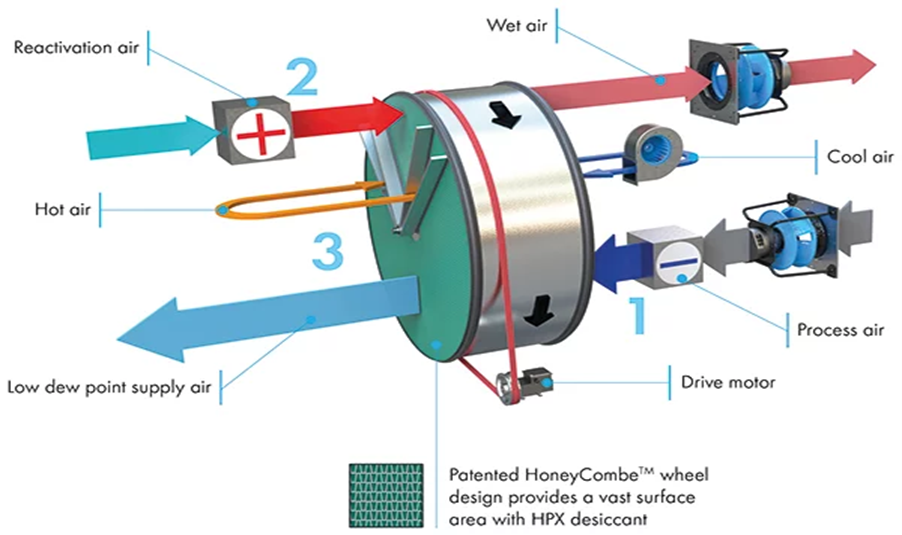
The key to reach the necessary dew point for high-volume production is in using efficient dehumidification technology designed specifically to create these specialist Clean & Dry room controlled environments.
Dew Points in these EV Battery Clean & Dry rooms vary depending on the particular process requirement. Many are -40°C, which equates to less than 1% RH at 20°C room temperature. However, some are down to -70°C which equates to less than 0.02%RH. For example, at a Dew Point of -40°C this equates to about 0.08g/kg (grams of moisture per kilogram of dry air), or 79 ppmw (parts per million by weight).
The control level and internal moisture load in the Clean & Dry rooms are used to determine the size and airflow requirement of the dehumidification system. The internal moisture load comes mainly from people working in the dry room and infiltration from air lock openings. Extremely dry ‘supply air’ is provided into the Clean & Dry rooms while ‘room air’ is exhausted back to the dehumidifier as ‘return air’. By providing ‘supply air’ at a lower Dew Point than the ‘room/return air’, a differential is created that is equal to the moisture load in the room.
Some process steps involve process air exhaust, as it is toxic. Therefore, outside or ‘makeup air’, must be HEPA filtered and added to replace and balance the total airflow requirements. Since outside air has a high moisture load, especially in summer conditions, mechanical cooling should be used to pre-cool the mixed air and condense-out excess moisture before the dehumidifier. This improves conditions for creating the very low Dew Points (down to -70°C) required for the Clean & Dry room areas.
Since many of the manufacturing tools or cells require process exhaust dedicated gas monitoring is essential. The HVAC system including the integrated dehumidification system must be capable of addressing the entire challenge of contamination control – the Clean and Dry Room triangle of Moisture, Particles and Gases.
Moisture Costs Money
Clean & Dry rooms require removing moisture, and airborne particles from fresh air and recirculating air as part of ongoing operations. This is very expensive and must be controlled as part of OPEX costs. Every g of moisture reduction costs money, both when taking in fresh air for ventilation, and for pressure differential control but also as part of recirculation.
Therefore, over the life of the Clean & Dry rooms, the operation expenditure (OPEX) is likely to be many times that of the original capital expenditure (CAPEX).
Optimising Clean & Dry rooms
While the capacity of the HVAC system drives CAPEX the air volume flow rate required to maintain contamination control is the key driver in OPEX.
CFD modelling is required to calculate the air volume capacity but demand-based control is used to optimise the recirculating air volume flow rates for energy efficiency.
Clean & Dry rooms do not remain static and dynamic controls are required to match contamination control system to the contamination demand. Production schedules, WIP movements, Material and Personnel flows around shift patterns mean a significant variation in contamination levels. Matching HVAC output around demand means less duty on moisture and airborne particle control and therefore less money in terms of OPEX.
Therefore, a sophisticated EM (Environmental Monitoring) system is required to continuously monitor contaminants in the air (Moisture levels, Airborne particle concentrations, ionisation (static) levels, as well as Gases) and room environmental conditions, (Room Temperature and RH). The information derived from multiple sensors is used to vary the HVAC system to ensure contamination control within agreed set points at minimum air volume flow rates. This is a delicate balance and requires careful design based upon a detailed understanding of the manufacturing process flows, both the critical process parameters (CPPs) as well as the associated critical quality attributes (CQAs).
This has a significant impact on OPEX and ultimately EV Battery unit costs, quality and reliability.
The design of Clean & Dry rooms require a very specialist area of expertise, where “Form follows Function” within carefully planned and fire segregated spaces, embracing and combining all the engineering disciplines from chemical to environmental, to civil and structural, to electrical and electronics, to mechanical engineering.

Future Proofing Dry Cleanrooms
The old adage from the semiconductor industry applies just as much in the EV battery industry: Time to Market – Time to Volume – Time to Change! Change is inevitable in our industry – it is how we manage change that is important.
In our fast-changing world where we are striving for Climate Rebalancing and Green Buildings for sustainability, we need to ensure the embodied Carbon footprint of these new Giga scale EV Battery facilities is as low as possible and as close to Carbon Neutral in operation.
The flexibility and agility required to be able to repurpose, adjust and tune these Giga scale Clean & Dry rooms for future battery technologies and chemistries and structures is a mission critical success factor. The design and construction decisions made around the integrated contamination control strategy will make the difference between long term survival and failure!
Certainty of Performance and a safe pair hands is what is needed from a trusted partner.
This is our mission, and we choose to accept the challenge!